You want to keep your pet healthy and happy, so choosing the right pet food packaging bag becomes essential for freshness and safety. Spoiled food can cause nutrient loss and health problems for your pet. Studies show that poor pet food packaging can let chemicals like BPA and phthalates enter the food. These chemicals may lead to brain issues, heart disease, allergies, or reproductive problems. By paying attention to packaging, you help protect your pet from these risks and keep their food fresh.
Key Takeaways
-
Choosing the right pet food packaging bag helps keep your pet's food fresh and safe from harmful chemicals.
-
High-quality packaging protects nutrients by blocking oxygen, moisture, and light, ensuring your pet gets essential vitamins.
-
Resealable closures on bags allow you to keep food fresh between servings, reducing waste and spoilage.
-
Selecting sustainable packaging options, like recyclable materials, benefits both your pet's health and the environment.
-
Understanding the differences between packaging types, like bags and cans, helps you make informed choices for your pet's diet.
Why Freshness Matters

Pet Health and Nutrition
You want your pet to thrive, so you need to protect the nutritional value of their food. Freshness plays a key role in delivering essential nutrients. When you choose a high-quality Pet Food Packaging Bag, you help preserve vitamins, minerals, and healthy fats. Proper packaging shields food from oxygen, moisture, and light, which can destroy nutrients.
-
Oxygen can break down important vitamins like A, D, E, and K.
-
Moisture and air speed up spoilage, especially in foods with natural ingredients.
-
Barrier properties in packaging prevent the loss of essential fatty acids and minerals.
A well-designed Custom Printed Pet Food Bag keeps food safe and nutritious. You also reduce the risk of harmful compounds building up in your pet’s diet. Scientific studies show that pets eating minimally processed, fresh food have lower levels of advanced glycation end products (AGEs), which can impact health and longevity.
|
Study Focus
|
Findings
|
Conclusion
|
|
AGEs in Pet Foods
|
Dogs had 122x higher AGE intake than humans
|
High AGE intake may harm pet health
|
|
Urinary AGEs in Dogs and Cats
|
Dry food led to 2-3x higher urinary AGEs than raw diets
|
Less processed diets reduce AGE levels
|
|
Plasma and Urine AGEs
|
Canned and dry food raised plasma and urine AGE levels
|
Elevated AGEs linked to health issues
|
Risks of Spoiled Food
Spoiled pet food can cause serious health problems. When packaging fails to keep food fresh, bacteria, mold, and toxins can grow. These contaminants threaten your pet’s well-being.
-
Vomiting
-
Diarrhea
-
Lethargy
-
Loss of appetite
-
Abdominal pain
You may notice these symptoms if your pet eats spoiled food. In severe cases, toxins like aflatoxins or botulinum can damage the liver, kidneys, or nervous system. The table below shows common health issues and symptoms linked to spoiled pet food:
|
Health Issue
|
Symptoms
|
|
Food Poisoning
|
Vomiting, Diarrhea, Abdominal pain
|
|
Toxins from Spoiled Food
|
Aflatoxins, mycotoxins, botulinum toxin
|
|
Affected Organs
|
Liver, kidneys, nervous system, immune system
|
|
Severe Cases
|
Seizures, Shock, Death
|
Choosing packaging like Our brand BIOPOUCHES helps you avoid these risks and keeps your pet safe.
Packaging Features for Freshness
Barrier Protection
You want your pet’s food to stay fresh and safe from the moment you open the bag until the last serving. Barrier protection stands as the first line of defense in high-quality packaging. When you choose a pet food packaging bag made with high-barrier laminated materials, you shield your pet’s food from moisture, oxygen, and light. These elements can quickly degrade food quality, leading to nutrient loss and spoilage.
-
Moisture barriers keep food dry and prevent mold or bacteria growth.
-
Oxygen barriers stop fats and oils from turning rancid, preserving flavor and nutrition.
-
Light barriers protect sensitive nutrients from UV damage.
Manufacturers use materials like polyethylene (PE), polypropylene (PP), and advanced films such as EVOH to create these barriers. Aluminum foil and metalized layers add extra protection against light. Gas permeability testing measures how well these materials block oxygen and water vapor, ensuring your pet food packaging maintains freshness and extends shelf life.
Tip: Look for pet food bags that mention high-barrier protection on their labels. This feature helps keep your pet’s food safe and nutritious for longer.
|
Packaging Feature
|
Description
|
|
Sealing Mechanisms
|
Heat sealing, ultrasonic sealing, and zippers maintain package integrity.
|
|
Moisture Control
|
Controls moisture to prevent microbial growth and spoilage.
|
|
Oxygen Control
|
Reduces oxidation, preserving flavor and nutrients.
|
The Recyclable Pet Food Stand-Up Pouch with Zipper uses these high-barrier laminated materials to give you peace of mind. You can trust that your pet’s food stays fresh, flavorful, and safe.
Seal Integrity and Resealability
Seal integrity plays a critical role in keeping pet food fresh. A strong seal prevents contamination and spoilage, while a weak seal can let in air, moisture, and bacteria. High-quality packaging uses advanced sealing methods like heat sealing and ultrasonic sealing to lock in freshness. When you open a bag, you want to know that the seal has protected the food inside.
-
Robust seals preserve freshness and nutritional value.
-
Compromised seals can lead to health risks for your pet.
-
Durable seams prevent leaks and splitting during handling.
Resealable closures add another layer of protection. Zip closures, like those found on the Recyclable Pet Food Stand-Up Pouch with Zipper, allow you to open and close the bag multiple times without losing freshness. Consumer tests show that zip closures and resealable notches perform well in keeping food safe after opening.
-
Zip closures keep food fresh between servings.
-
Tear notches make opening easy and convenient.
-
Durable seams prevent accidental spills.
|
Feature
|
Description
|
|
Moisture-resistant film layers
|
Protect against moisture ingress
|
|
Oxygen-blocking materials
|
Extend shelf life by preventing oxidation
|
|
Light protection
|
Available in clear or metallized options
|
|
Strong puncture resistance
|
Ensure durability during handling
|
|
FDA food-contact-safe laminations
|
Maintain product safety and compliance
|
When you choose pet food packaging with reliable seal integrity and resealability, you reduce spoilage and keep your pet’s food safe.
Portion Control
Portion control matters for both freshness and convenience. High-quality packaging with resealable features helps you manage how much food you serve at a time. When you reseal the bag after each use, you limit exposure to air and moisture. This simple step slows down the process of food degradation.
-
Resealable packaging reduces the risk of bacteria and mold growth.
-
It extends shelf life by minimizing oxygen exposure.
-
You keep each serving as fresh as possible for your pet.
Pet food pouches and stand-up bags with zippers make portion control easy. You can open the bag, pour out the right amount, and seal it again in seconds. This design helps you avoid waste and ensures your pet always gets fresh food.
Note: Portion control packaging is especially helpful if you buy in bulk or want to keep multiple types of food fresh at once.
By focusing on barrier protection, seal integrity, and portion control, you make a smart choice for your pet’s health. The right pet food packaging bag combines all these features, giving you confidence every time you feed your pet.
Comparing Pet Food Bags and Other Packaging

Bags vs. Cans and Pouches
When you choose packaging for your pet’s food, you want to know how each option protects freshness and fits your lifestyle. Pet food bags, cans, and pouches each offer unique benefits. You can see the differences in freshness preservation in the table below:
|
Packaging Type
|
Advantages in Freshness Preservation
|
Notes
|
|
Pouches
|
Robust barrier against oxygen and moisture
|
Convenient and adaptable
|
|
Cans
|
Airtight seals for long-lasting preservation
|
Recyclable and prolonged shelf life
|
Pouches stand out for their strong barriers against oxygen and moisture. You can open them easily and reseal many of them, which helps keep food fresh. Cans use airtight seals that lock in freshness for a long time, but you need a can opener and they are heavier to carry.
You might also want to compare features that affect your daily routine. The table below highlights these differences:
|
Feature
|
Pet Food Pouches
|
Cans
|
|
Convenience
|
Easy to open, resealable
|
Requires can opener
|
|
Portability
|
Lightweight, compact, easy to carry
|
Heavier, less compact
|
|
Portion Control
|
Various sizes for precise feeding
|
Limited size options
|
|
Environmental Impact
|
Reduced material usage, lighter weight
|
Heavier, more material
|
Pouches make feeding simple. You can open them without tools, carry them easily, and choose the right size for your pet. They also use less material, which helps the environment.
Tip: If you travel often or want to feed your pet in small portions, pouches offer flexibility and convenience.
Dry vs. Wet Food Packaging
You need to match the packaging to the type of pet food you buy. Dry and wet foods require different packaging to keep them fresh and safe.
-
Wet pet food packaging uses materials like aluminum, steel, and flexible pouches to block oxygen and light.
-
Dry pet food bags use multi-layer construction to prevent oil stains and protect the food from moisture and air.
-
Wet food packaging often includes easy-open lids, single-serve options, and microwave-safe features.
-
Dry food packaging focuses on strong barriers and durability to keep food crisp and appealing.
You will notice that wet food packaging makes feeding quick and interactive. Dry food packaging, on the other hand, keeps large amounts of food fresh for longer periods. Each type of packaging has strengths that match the needs of the food inside.
By understanding these differences, you can choose the best pet food bag or pouch for your pet’s health and your convenience.
Choosing the Right Pet Food Packaging Bag
Material and Durability
You need to select a pet food packaging bag that protects food from spoilage and keeps nutrients intact. Materials like laminated films, PET, and aluminum foil offer strong barriers against moisture, air, and light. These materials prevent mold growth and oxidation, preserving flavor and quality. The table below shows how different materials contribute to durability and protection:
|
Protection Type
|
Role in Pet Food Packaging
|
Materials Used
|
|
Moisture Protection
|
Prevents spoilage and mold growth
|
Laminated films, aluminum foil, PET
|
|
Air Barrier
|
Preserves flavor and nutrition
|
PET, aluminum foil, laminated coatings
|
|
Light Barrier
|
Maintains nutrient integrity
|
Aluminum foil, PET
|
You should match the packaging type to your pet’s needs and lifestyle. Stand-up pouches work well for portable and small-volume pet food. Zipper pouches provide easy resealability. Vacuum bags suit wet pet food, while composite plastic bags are common for larger quantities.
Resealable Closures
Resealable closures help you keep pet food fresh after opening. Zip closures, peelable seals, and stand-up pouches offer secure options that maintain freshness. These closures reduce waste and make feeding convenient. You benefit from consistent performance, even in varying temperatures. Choose a pet food packaging bag with a reliable resealable feature to protect food quality.
-
Zip closures keep food fresh longer.
-
Stand-up pouches save space and preserve food.
-
Peelable seals offer easy access and secure closure.
Transparency and Labeling
Transparent packaging lets you see the product, which builds trust and confidence. You can check the freshness and quality before buying. Visual appeal matters, especially for premium brands. Clear pouches enhance the shopping experience and encourage purchasing decisions. Accurate labeling is essential for safety. The table below lists required information:
|
Requirement
|
Description
|
|
Safe to eat
|
The food must be safe for animal consumption.
|
|
Produced under sanitary conditions
|
The food must be made in clean environments.
|
|
Free of harmful substances
|
The food must not contain any harmful ingredients.
|
|
Truthfully labeled
|
The labeling must accurately reflect the contents.
|
Sustainability
You should consider the environmental impact of your pet food packaging. Recyclable pet food bag options, compostable materials, and PCR plastics help reduce waste. Bio-based plastics lower the carbon footprint. Compostable materials break down in industrial facilities. The table below compares environmental impacts:
|
Packaging Type
|
Environmental Impact
|
Notes
|
|
Recyclable Plastics
|
Contributes to plastic waste; 91% ends up in disposal areas
|
Recycling infrastructure varies; includes HDPE, PP, PET, PCR options.
|
|
Bio-based Plastics
|
Reduced carbon footprint; captures CO₂ during growth
|
Derived from renewable resources like sugarcane and corn starch.
|
|
Compostable Materials
|
Break down under industrial composting
|
Includes PCL, PHA, PBAT; suitable for single-serve products.
|
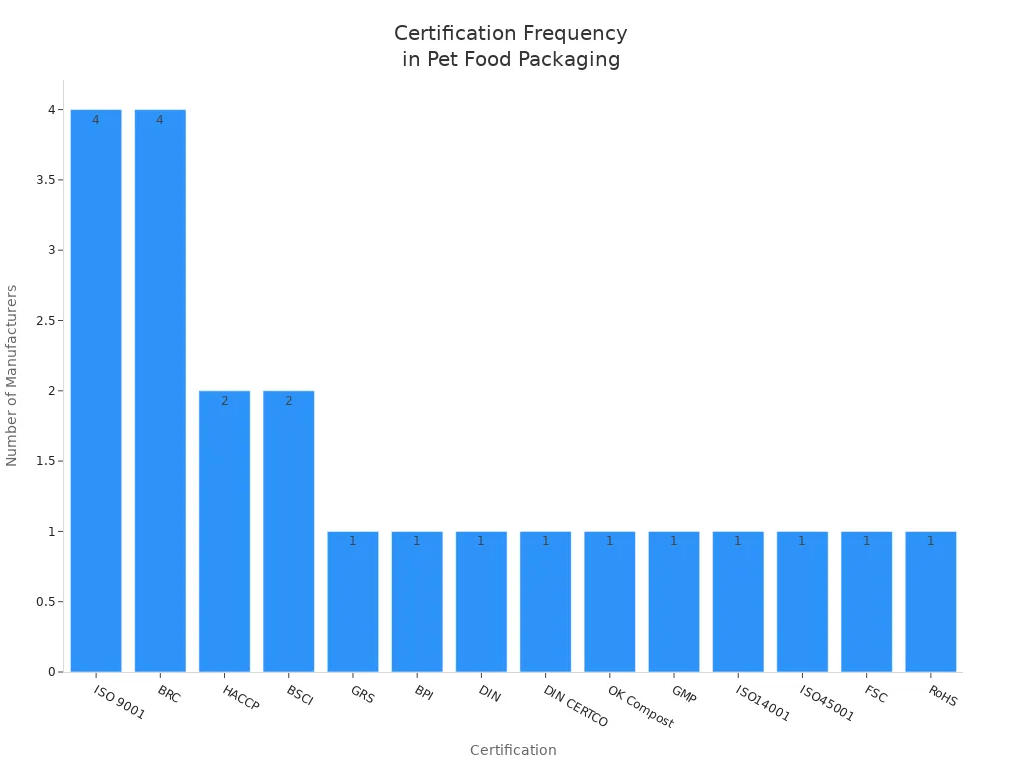
Certifications like BRC, ISO, BPI, GRS, and DIN show that manufacturers meet safety and sustainability standards. The chart below highlights the frequency of these certifications among pet food packaging suppliers:
Stand-up pouches enhance shelf presence and visual appeal. Their upright design gives you more space for branding and product information. Custom pouches with vibrant graphics attract attention and help your product stand out.
Tip: Choose a pet food packaging bag that combines durability, resealable closures, transparency, and sustainability. This approach protects your pet’s food and supports environmental responsibility.
Choosing the right pet food packaging bag gives you peace of mind and keeps your pet healthy. High-quality packaging preserves freshness, taste, and nutrients by blocking air and moisture. Sustainable options help protect the environment and your pet’s well-being.
|
Benefit
|
Description
|
|
Improved food safety
|
Protects against spoilage and contamination.
|
|
Extended shelf life
|
Keeps pet food fresh and nutritious for longer.
|
You make a positive impact by prioritizing smart packaging choices.
FAQ
What features should you look for in a Pet Food Packaging Bag?
You should look for strong barrier protection, resealable closures, and food-grade materials. These features help keep your pet’s food fresh and safe. Custom Printed Pet Food Bags often highlight these benefits on their labels.
How does resealability affect pet food freshness?
Resealability lets you open and close the bag many times without losing freshness. You keep air and moisture out, which helps prevent spoilage. Products like Our brand BIOPOUCHES use zip closures for this reason.
Are sustainable packaging options safe for pets?
Yes. Recyclable and compostable Pet Food Packaging Bags meet strict safety standards. Certifications like BRC and ISO show that these bags protect your pet’s food and the environment.
Why choose Custom Printed Pet Food Bags for your brand?
Custom Printed Pet Food Bags give you space for branding, product details, and feeding instructions. You attract customers with eye-catching designs and clear information.
How do you store pet food after opening the bag?
You should always reseal the bag tightly. Store it in a cool, dry place. Using Our brand BIOPOUCHES or similar bags with strong seals helps keep food fresh longer.



















 Tube")







 Tube")























